CONTACT
- 公司名稱:上海巴翔機械科技有限公司
- 公司手機:17301603611
- 公司郵箱:shbxjxkj@163.com
- 公司地址:上海市寶山區顧北東路365號C區1106
噴丸機-噴丸強化工藝主要是利用高速噴射的細小丸料常溫下沖擊受噴工件表面,使工件表層材料產生彈塑性變形,并呈現較高的殘余壓應力,從而提高工件表面強度及疲勞強度。噴射的的彈丸流就像無數的小錘錘擊金屬表面,使得金屬表面產生塑性變形,也就是冷作硬化層,通常也稱為表面強化層。
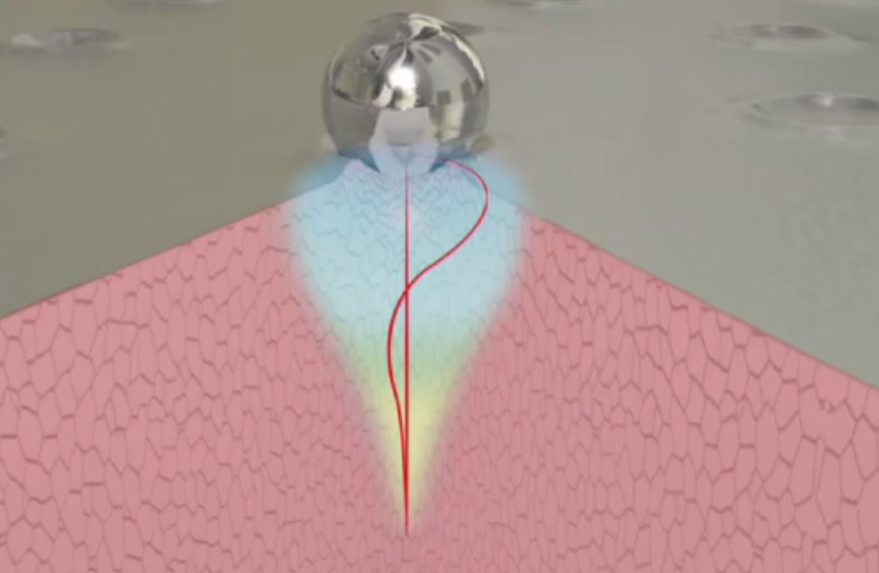
噴丸機-噴丸一方面使零件表面發生彈性變形,同時也產生了大量孿晶和位錯,使材料表面發生加工強化。噴丸對表面形貌和性能的影響主要表現在改變零件的表面硬度、表面粗糙度、抗應力腐蝕能力和零件的疲勞壽命。零件的材料表層在丸料束的沖擊下發生循環塑性變形。根據材料的性質和狀態的不同,噴丸后材料的表層將發生以下變化;硬度變化、結織結構變化、相轉變、表層材料的殘余應力場的形成、表面粗糙度的變化等。合理地利用表面塑性變形層內的殘余壓應力場(應力強化)和變形的顯微組織(組織強化),可以改善金屬材料的疲勞斷裂、應力腐蝕(氫脆)及斷裂抗力。
噴丸機由八大機械單元、一套電氣控制單元組成。
1)噴丸室體單元
2)零件運動單元
3)噴槍運行單元
4)丸料回收單元
5)丸料分離單元
6)丸料存儲單元
7)噴丸發生單元
8)環保除塵單元
9)電氣控制單元
噴丸機設計執行標準:
1) GB/T522611-96 《工業機械電氣設備通用技術條件》
2) GB12348-90 《工業企業界躁聲標準》
3) GB16297-2012 《大氣污染物綜合排放標準》
4) GB12801-91 《生產過程安全、衛生要求總則》
5) GB12265-90 《機械防護安全防護》
6) GB150-1998 《壓力容器安全技術檢查規程》
7) GB15760-1995 《金屬切削噴丸機防護》
8) HB/Z26-2011 《中華人民共和國航空航天工業部航空工業標準》
9) ASTM E11 《國際篩網孔徑標準》
10) SAE J2277 《噴丸覆蓋率檢測標準》
11) SAE J441 《噴丸丸料的使用標準》
12) SAE J443 《標準噴丸試片使用標準》
13) SAE AMS 2430 《國際自動化噴丸標準》
14) SAE AMS2431/1 PEENING MEDIA(ASH) CAST STEEL SHOT
15) SAE AMS 2432D SHOT PEENING,COMPUTER MONITORED



